Introduction
The pharmaceutical industry operates under stringent regulations where precision, hygiene, and efficiency are non-negotiable. Palletizing—the process of stacking products onto pallets for storage or shipping—is a critical yet labor-intensive task. Automation via palletizing robots has become indispensable, reducing human error, ensuring sterility, and boosting throughput. In this blog, we explore the top suppliers driving innovation in medicine palletizing robots, with a spotlight on specialized providers like Huaxiu Robot, alongside global leaders.
Top Medicine Palletizing Robot Suppliers
1. Huaxiu Robot
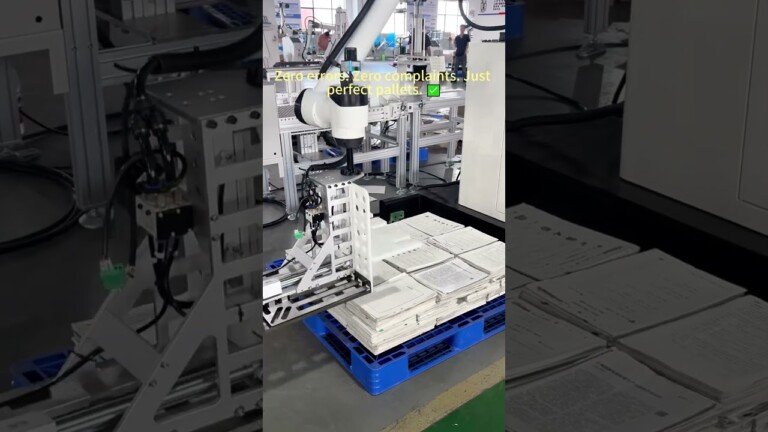
A rising star in automation, Huaxiu Robot specializes in tailored solutions for the pharmaceutical sector. Their product range includes:
- Collaborative Palletizing Robots (Cobots): Safe for human-robot interaction, ideal for smaller facilities with space constraints.
- End-to-End Packaging Lines: Integrated systems for unpacking, sealing, shrink-wrapping, strapping, and pallet forming.
- Hygienic Design: Robots feature smooth surfaces, antimicrobial coatings, and IP-rated enclosures to meet GMP standards.
- Adaptability: Handles delicate items (e.g., vaccine vials) and variable payloads (e.g., bulk medicine cartons).
Huaxiu’s focus on modularity allows pharmaceutical manufacturers to scale operations seamlessly while adhering to FDA and EMA compliance.
2. FANUC Robotics
A global leader, FANUC offers the M-410iC series, renowned for speed (up to 2,300 cycles/hour) and precision. Key advantages:
- Cleanroom Compatibility: ISO Class 4–8 variants minimize particulate contamination.
- Vision Integration: iRVision ensures accurate stacking of irregularly shaped medicine boxes.
- Pharma-Specific Software: Pre-configured programs for batch tracking and serialization compliance.
3. ABB Robotics
ABB’s IRB 460 and IRB 660 palletizers excel in high-speed, high-capacity environments:
- Flexible Grippers: Vacuum, clamp, or hybrid options handle blister packs, syringes, and IV bags.
- Digital Twin Technology: Virtual commissioning reduces downtime during installation/upgrades.
- Sustainability: Energy recovery systems cut power consumption by 20%.
4. KUKA Robotics
KUKA’s KR QUANTEC PA series combines robustness with smart features:
- AI-Driven Path Optimization: Adjusts stacking patterns in real time for fragile/temperature-sensitive products.
- Hygienic Quick-Change Tools: Reduces cross-contamination risks between product batches.
- Remote Monitoring: Predictive maintenance via KUKA Connect cloud platform.
5. Yaskawa Motoman
Yaskawa’s MHC Series collaborative robots and GP-Series industrial arms offer:
- Compact Footprint: Integrates easily into existing sterile lines.
- Validation Support: Documentation packages simplify FDA 21 CFR Part 11 compliance.
- Low Noise Operation: Critical for lab-adjacent environments.
Why Palletizing Robots Are Essential in Pharma
- Regulatory Compliance: Consistency and traceability mitigate audit risks.
- Product Integrity: Gentle handling prevents damage to sensitive medical goods.
- Labor Safety: Reduces worker exposure to repetitive strain injuries.
- Scalability: Automated systems adapt to seasonal demand surges (e.g., vaccine rollouts).
Conclusion
The future of pharmaceutical logistics hinges on automation, and palletizing robots are at its core. While giants like FANUC and ABB dominate wide-scale deployments, specialized players like Huaxiu Robot fill niche gaps with customizable, cost-effective solutions. Investing in robotic palletizing isn’t just about efficiency—it’s about ensuring patient safety through flawless supply chain execution. As technology evolves, expect smarter robots with enhanced AI, IoT connectivity, and eco-friendly designs to further revolutionize pharma manufacturing.
FAQs
Q1: How do palletizing robots ensure sterility in medicine handling?
A: They feature sealed joints, antimicrobial coatings, and HEPA-filtered compartments to meet cleanroom standards. Some models self-sanitize via UV-C light between batches.
Q2: Can these robots handle diverse product sizes and packaging?
A: Yes. Modular grippers and vision systems adjust to vials, cartons, or crates without manual recalibration.
Q3: Are cobots (collaborative robots) safe for pharma facilities with human workers?
A: Absolutely. Cobots include force-limiting sensors, emergency stops, and collision detection to operate safely alongside staff.
Q4: What’s the average ROI for a pharmaceutical palletizing robot?
A: Most operations see a 12–18 month payback due to reduced labor costs, fewer errors, and increased output.
Q5: How difficult is integration with existing pharma production lines?
A: Leading suppliers offer plug-and-play interfaces for ERP/MES systems, with minimal disruption during installation.
Q6: Do these robots support serialization for track-and-trace compliance?
A: Advanced models integrate with barcode/RFID scanners to log serial numbers and export data to regulatory databases.
This deep-dive into medicine palletizing robots was crafted to equip pharmaceutical professionals with actionable insights. For tailored automation strategies, consult specialized vendors to align technology with your facility’s unique needs.