Introduction
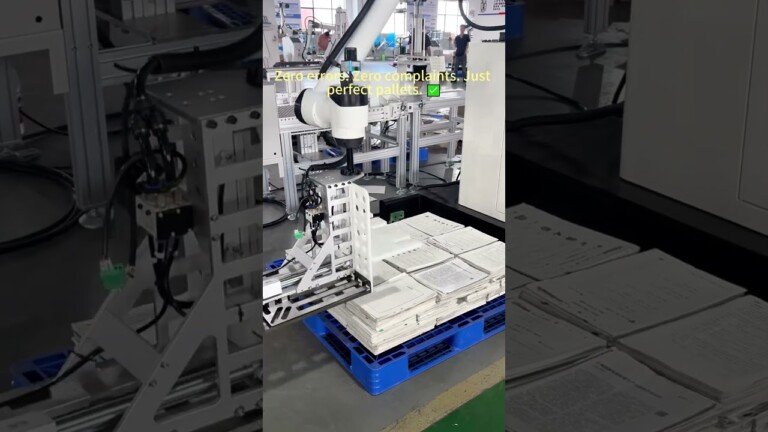
In today’s fast-paced manufacturing and logistics landscape, robotic high-speed palletizers have become indispensable for businesses seeking efficiency, precision, and scalability. These advanced systems automate the stacking of products onto pallets, minimizing labor costs, reducing workplace injuries, and optimizing throughput. As demand surges, selecting the right supplier becomes critical. Below, we explore the top suppliers dominating the robotic palletizing industry, with a focus on innovation, reliability, and adaptability to diverse industrial needs.
Leading Suppliers of Robotic High-Speed Palletizers
1. Huaxiu Robot
A rising star in automation, Huaxiu Robot specializes in end-to-end palletizing solutions tailored for industries ranging from food & beverage to pharmaceuticals. Their product suite includes:
- Collaborative Palletizing Robots: Designed to work safely alongside human operators without safety cages.
- Automated Unpacking/Sealing Robots: Streamline product handling before and after palletizing.
- Shrink/Sretch Film Packaging Robots: Ensure load stability during transit.
- Pallet Forming & Strapping Robots: Create custom pallet configurations on demand.
Huaxiu stands out for its modular designs, enabling rapid integration into existing production lines and scalability for high-volume operations. Their focus on energy-efficient robotics aligns with sustainability goals, making them a preferred partner for eco-conscious enterprises.
2. FANUC Corporation
A global powerhouse in industrial robotics, FANUC’s high-speed palletizers—like the M-410 series—offer unmatched speed (up to 1,800 cycles/hour) and payload capacity (up to 2,500 kg). Their Integrated iRVision technology allows for precise box recognition and stacking patterns, even with irregularly shaped items. FANUC’s machines excel in heavy-duty applications such as automotive and construction materials.
3. KUKA AG
KUKA’s quantec and KR FORTEC palletizing robots combine agility with robustness, handling payloads up to 1,300 kg. Their proprietary KUKA.PalletTech software enables intuitive programming of complex stacking sequences, while cloud-based analytics provide real-time performance insights. KUKA is particularly strong in customized solutions for the e-commerce sector, where order variability demands flexibility.
4. ABB Robotics
ABB’s IRB 760 palletizers leverage Adaptive Motion Control to optimize speed without compromising precision. With features like collision detection and self-diagnostic tools, ABB systems minimize downtime. They lead in hygienic design for food processing, using stainless steel and washdown-ready components to meet FDA/USDA standards.
5. Yaskawa-Motoman
Yaskawa’s MOTOMAN-PL series offers high-speed palletizing (1,400+ cycles/hour) with a compact footprint. Their Smart PALLETIZING software simplifies pattern creation via drag-and-drop interfaces, reducing setup time. Yaskawa also provides hybrid systems that integrate palletizing with AGVs (Automated Guided Vehicles) for seamless warehouse automation.
6. Brenton Engineering
Specializing in turnkey palletizing systems, Brenton delivers solutions for lightweight, high-SKU environments like consumer packaged goods. Their Axium™ robotics feature advanced gripping systems for handling fragile items (e.g., glass bottles, bags), ensuring zero product damage. Brenton’s strength lies in engineering bespoke cells that align with unique facility layouts.
7. KHS Group
A leader in beverage packaging, KHS’s robotic palletizers cater to breweries and bottling plants. Their Innopal Palletizer uses AI-driven load optimization to maximize pallet density, reducing shipping costs. KHS also integrates inline label verification to prevent mislabeled products from entering the supply chain.
Key Selection Criteria for Robotic Palletizers
- Speed & Payload Capacity: Match throughput requirements to robot specs.
- Software Intelligence: Look for user-friendly programming and adaptive learning.
- Integration Flexibility: Compatibility with WMS/ERP systems and legacy machinery.
- Durability: IP ratings for harsh environments (dust, moisture, temperature extremes).
- ROI Focus: Calculate savings from labor reduction, error minimization, and uptime.
The Future of Robotic Palletizing
Emerging trends like AI-powered vision systems, cobots, and 5G-enabled connectivity are reshaping palletizing. Suppliers investing in these technologies—like Huaxiu’s collaborative robots or FANUC’s AI-driven predictive maintenance—will lead the next wave of automation. Sustainability is also a key driver, with energy recovery systems and lightweight materials gaining traction.
Conclusion
Choosing the right robotic palletizer hinges on understanding operational needs, industry-specific challenges, and long-term scalability goals. From Huaxiu’s modular versatility to FANUC’s raw power and KUKA’s software brilliance, each supplier brings unique strengths. Partnering with a provider that offers robust support, training, and future-ready technology will ensure your investment delivers value for decades.
FAQs
Q1: What industries benefit most from robotic palletizers?
Food & beverage, pharmaceuticals, cosmetics, e-commerce, automotive, and building materials. High-volume, repetitive tasks see the fastest ROI.
Q2: How much does a robotic palletizer system cost?
Entry-level systems start at ~$70,000, while high-speed customized cells can exceed $500,000. Total cost includes integration, training, and maintenance.
Q3: Can robotic palletizers handle mixed-SKU loads?
Yes. Advanced vision systems and AI allow modern robots to identify and stack varying product sizes/shapes autonomously.
Q4: What’s the average payback period for these systems?
Most businesses recover costs in 1–3 years via labor savings, reduced product damage, and increased output.
Q5: Do robotic palletizers require specialized maintenance?
Routine checks (lubrication, sensor calibration) are needed, but self-diagnostic tools simplify upkeep. Suppliers like ABB offer remote monitoring services.
Q6: Are collaborative palletizers safe for human workers?
Absolutely. Cobots use force-limiting sensors and collision detection to halt operations upon contact, complying with ISO/ANSI safety standards.