The Silent Revolution in Warehousing: How Robotic Palletizers Are Transforming Operations
The demand for speed, precision, and cost-efficiency in logistics and manufacturing has never been higher. With labor shortages, rising operational costs, and increasing consumer expectations, businesses are turning to automation to stay competitive. Among the most impactful advancements? Robotic palletizers. These systems are no longer a futuristic concept—they’re a present-day necessity for forward-thinking operations. Here’s why.
Key Benefits of Robotic Palletizers
1. Unmatched Efficiency & Speed
Robotic palletizers operate 24/7 without fatigue, maintaining consistent cycle times that far exceed human capabilities. Unlike manual labor, which is slowed by breaks, shift changes, or human error, robots can process thousands of cases, bags, or containers per hour with pinpoint accuracy. This accelerates throughput, reduces bottlenecks, and ensures shipments leave the dock on time—every time.
2. Drastic Labor Cost Reduction
Labor expenses account for ~60% of warehouse operating costs. Robotic palletizers drastically reduce reliance on manual labor for repetitive, physically taxing tasks. With machines handling heavy lifting and stacking, companies can reallocate staff to value-driven roles like quality control, maintenance, or customer service—improving both productivity and employee satisfaction.
3. Enhanced Workplace Safety
Manual palletizing is a leading cause of workplace injuries—strains from lifting, slips, falls, or crush incidents from unstable stacks. Robotic systems eliminate these risks by automating the entire process, adhering to strict safety protocols (like ISO 10218 standards) and integrating collision avoidance technology. This lowers insurance premiums and creates a safer work environment.
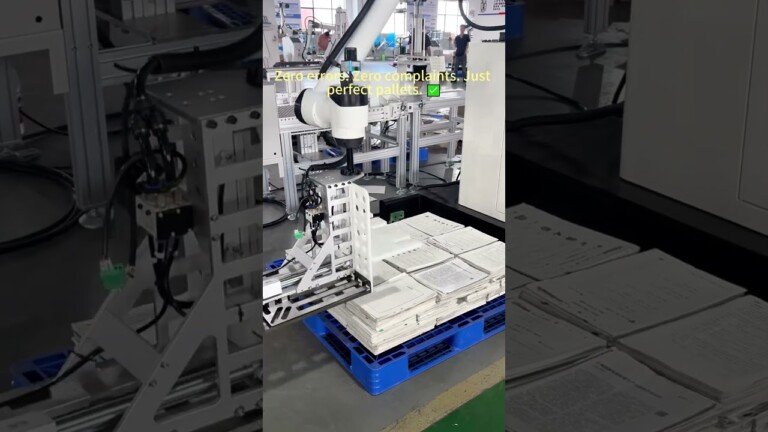
4. Precision Stacking & Damage Reduction
Human error in stacking can lead to product damage, unstable pallets, and rejected shipments. Robotic palletizers use advanced vision systems and AI algorithms to calculate optimal weight distribution, layer patterns, and alignment. The result? Perfectly stable, damage-free pallets optimized for transport efficiency—even for irregularly shaped items like glass bottles or pouches.
5. Flexibility Across Products & Environments
Modern robotic palletizers (like Huaxiu’s collaborative models) excel in adaptability. They handle diverse SKUs—from shrink-wrapped beverage cases to delicate electronics—without retooling downtime. With customizable end effectors and software-driven programming, they switch between products in seconds, making them ideal for high-mix environments like food & beverage, pharmaceuticals, and e-commerce.
6. Space Optimization
Compact robotic palletizers integrate seamlessly into tight floor plans, unlike bulky traditional systems. Some models (like Huaxiu’s automatic stretch film robots) even combine palletizing with wrapping or strapping, consolidating multiple processes into a single footprint. This modularity maximizes warehouse space for storage or other automation.
7. Data-Driven Insights for Continuous Improvement
Integrated IoT sensors collect real-time data on cycle times, error rates, and machine health. This enables predictive maintenance, reducing unplanned downtime, and informs process optimization (e.g., adjusting stacking patterns for faster loading). In essence, robotic palletizers don’t just do the work—they improve it over time.
8. Sustainability Gains
Optimized stacking minimizes wasted trailer space, cutting transportation emissions. Precise material handling also reduces product waste from damage, while energy-efficient motors lower power consumption. As companies face stricter ESG goals, robotic palletizers align with greener operations.
9. Scalability for Future Growth
Whether a facility handles 100 or 10,000 pallets daily, robotic systems scale effortlessly. Need to ramp up for peak season? Add collaborative units temporarily. Expanding product lines? Reprogram existing robots instead of overhauling infrastructure. This agility future-proofs operations against market shifts.
Conclusion: Automation as a Competitive Edge
Robotic palletizers are no longer a luxury reserved for Fortune 500 giants. With falling implementation costs and rapid ROI (often under 2 years), they’re a strategic investment for SMEs aiming to compete in an automated world. Companies leveraging this technology—like Huaxiu Robot’s comprehensive suite—gain resilience, efficiency, and the capacity to innovate beyond logistics. The question isn’t if you should automate palletizing—it’s how soon you can start.
FAQs About Robotic Palletizers
Q1: Are robotic palletizers safe to work alongside humans?
Yes! Collaborative palletizing robots (cobots) feature force-limiting sensors, rounded edges, and emergency stops, allowing safe interaction with staff. They’re ideal for mixed environments where human oversight is needed.
Q2: What’s the typical ROI timeline?
Most businesses achieve ROI in 6–24 months through labor savings, reduced product damage, and increased throughput. High-volume operations see faster returns.
Q3: Can they handle fragile or irregularly shaped items?
Absolutely. Customizable grippers (vacuum, clamp, fork) and vision-guided systems adapt to delicate products like glass jars, bags of chips, or automotive parts without damage.
Q4: How difficult is integration with existing systems?
Leading providers design robots with plug-and-play connectivity for WMS/ERP systems, conveyors, and other automation. APIs ensure seamless data flow with minimal disruption.
Q5: What industries benefit most from robotic palletizers?
Food & beverage, pharmaceuticals, chemicals, consumer goods, and e-commerce gain outsized benefits due to high SKU variety, hygiene demands, or order volatility.
Q6: Do I need to reconfigure my facility?
Not necessarily. Solutions like Huaxiu’s mobile palletizing robots can be deployed on existing floors, while compact models fit into legacy production lines.
Q7: What ongoing maintenance is required?
Routine checks (e.g., lubricating joints, inspecting grippers) take minutes weekly. Most systems self-diagnose issues and alert technicians preemptively.
By embracing robotic palletizers, businesses aren’t just automating a task—they’re reimagining their operational DNA. From reducing costs to boosting sustainability, the impact resonates far beyond the warehouse floor. Ready to stack up the advantages? The future of palletizing is here.